低壓鑄造
什麼是低壓鑄造
低壓鑄造是指模具一般置於密封的坩堝上方,向坩堝內通入壓縮空氣,使金屬液表面產生低壓(0.06~0.15MPa),使金屬液從坩堝上升起。冒口管填充模具和控制凝固鑄造方法。 這種鑄造方法補料好,結構緻密。 易於鑄造無冒口的大型薄壁複雜鑄件,金屬回收率可達95%。 無污染,易於實現自動化。 但設備成本高,生產效率低。 一般用於鑄造有色合金。
低壓鑄造是將液態合金在壓力下自下而上壓入型腔,並在壓力下凝固得到鑄件的鑄造方法。 密封的坩堝內充滿乾燥的壓縮空氣或惰性氣體。 借助作用在熔融金屬表面的壓力,熔融金屬沿著立管自下而上通過流道順利地充滿模具。 充填壓力一般為20~60kPa。 當鑄件完全凝固時,釋放液面上的氣體壓力,使冒口管和流道內未凝固的熔融金屬靠自重流入坩堝,然後打開模具,鑄件帶走。
低壓鑄造的生產過程包括以下四個基本程序:
- - 金屬熔煉和模具或鑄造模具的製備。
- - 澆注前準備:包括坩堝密封(裝密封蓋)、立管除渣、測量液位、密封試驗、模具匹配、緊固模具或模具等。
- - 澆注:包括液體提升、填充、加壓、凝固、洩壓和冷卻等。
- - 脫模:包括鬆散成型和澆鑄。
低壓鑄造的應用
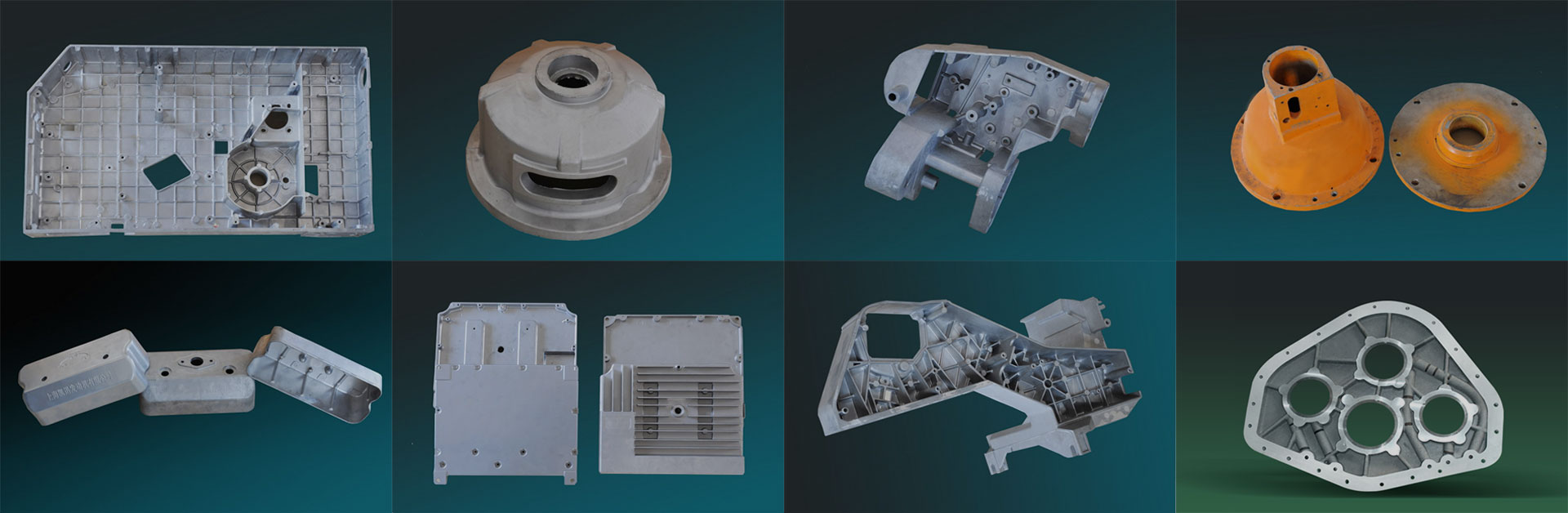
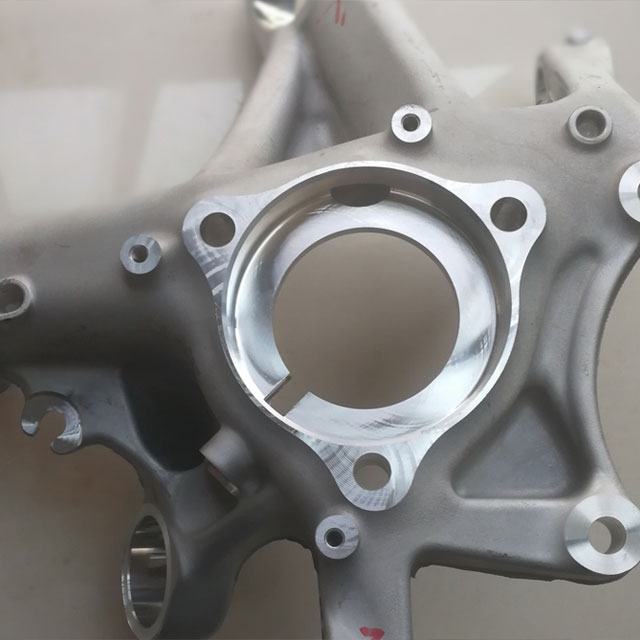
低壓鑄造是最早的反重力鑄造技術,自1940年代開始應用於工業生產。 低壓鑄造為普通壓鑄,非受力件可採用此工藝。 如今,低壓鑄造主要用於生產鋁合金和鎂合金零件,如汽車工業中的汽車輪轂、氣缸體、氣缸蓋、活塞、導彈殼、葉輪、導風輪等形狀複雜的鑄件。汽車行業質量要求高。當採用低壓鑄造生產鑄鋼時,如鑄鋼輪轂,立管需要採用特殊耐火材料。 低壓鑄造也可應用於小型銅合金鑄件,如管件、浴室旋塞等,該技術在國外已實現產業化。

低壓鑄造的特點
低壓鑄造可以使用砂、金屬、石墨等,填充工藝不同於金屬鑄造、砂型鑄造等重力鑄造,也不同於高壓高速填充的壓力鑄造。 它具有以下優點:
- - 用純熔融金屬填充提高鑄件的純度。 由於熔渣一般浮在金屬液表面,低壓鑄件通過立管在坩堝下部充滿金屬液,完全避免了熔渣進入型腔的可能.
- - 液態金屬充填穩定,減少或避免充填過程中液態金屬的翻滾、衝擊和飛濺,從而減少氧化渣的形成。
- - 鑄件具有良好的成型性。 在壓力下填充金屬液,可以提高金屬液的流動性,有利於成型輪廓清晰、表面光滑的鑄件,更有利於大型薄壁鑄件的成型。
- - 鑄件在壓力下結晶凝固,可以充分進料,鑄件組織緻密。
- - 提高熔融金屬的產量。 一般情況下不需要冒口,冒口管內未凝結的金屬可回流到坩堝內重複使用,大大提高了熔融金屬的收率。 一般可達90%,
- - 生產經營方便,勞動條件好,生產效率高,易於實現機械化、自動化,
- - 低壓鑄造也有一些缺點,設備和模具投資比較大; 在鋁合金鑄件的生產中,坩堝和冒口管與金屬液長期接觸,容易腐蝕和報廢,也會造成金屬液增鐵,性能變差。
低壓鑄造的不同類型生產場景
銘禾始終堅持客戶的要求和公司的服務標準。 在模具設計、模具裝配、模具調試、模具試制、鑄造工藝等任何一個環節,都有專職工程師為您保駕護航;

| 低壓鑄件車間 1 ▶ |

| 低壓鑄件車間 2 ▶ |

| 低壓鑄件車間 3 ▶ |

| 低壓鑄件車間 4▶ |

| 低壓鑄件車間 5▶ |

| 多功能鑽孔攻牙機▶ |

| 鋁合金產品調質設備 ▶ |

| 去門液壓機▶ |

| 爐▶ |

| 低壓澆注設備-芯殼機▶ |

| 低壓澆注機▶ |

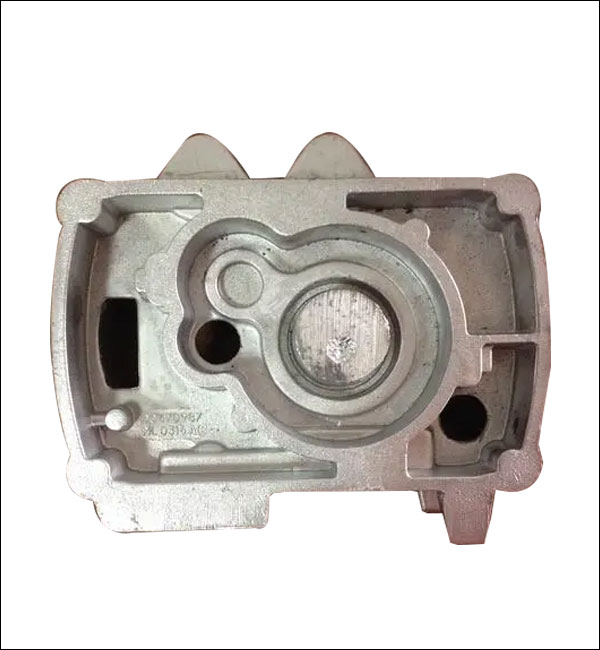
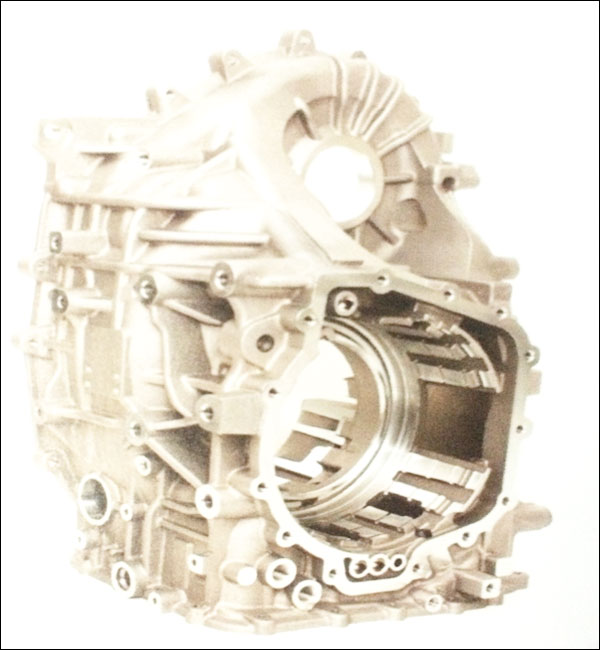
| 低壓鑄造產品-變速箱體▶ |
明和低壓鑄造案例
Minghe Casting 製造服務可用於壓鑄件、砂型鑄造件、精密鑄造件、金屬鑄造件、消失模鑄造件等的設計到現實以及小批量到大批量生產。










選擇最佳低壓鑄件供應商
目前,我們的低壓鑄件出口到美國、加拿大、澳大利亞、英國、德國、法國、南非等世界許多國家。 我們已通過 ISO9001-2015 註冊並通過 SGS 認證。
我們的定制低壓鑄件製造服務提供耐用且價格合理的鑄件,滿足您在汽車、醫療、航空航天、電子、食品、建築、安全、船舶等行業的規格。 快速發送您的詢價或提交您的圖紙以在最短的時間內獲得免費報價。聯繫我們或發送電子郵件 sales@hmminghe.com 看看我們的人員、設備和工具如何為您的低壓鑄造項目帶來最好的質量和最優惠的價格。
我們提供的鑄造服務包括:
明和鑄造服務於砂型鑄造、金屬鑄造、熔模鑄造消失模鑄造等。
砂模鑄造
砂模鑄造 是一種以砂為主要造型材料製作模具的傳統鑄造工藝。 砂型一般採用重力鑄造,有特殊要求時也可採用低壓鑄造、離心鑄造等工藝。 砂型鑄造適應性廣,小件、大件、簡單件、複雜件、單件、大批量均可使用。
永久鑄模
永久鑄模 壽命長,生產效率高,不僅尺寸精度好,表面光滑,而且強度比砂型鑄件高,澆注相同的金屬液時不易損壞。 因此,在大批量生產中小型有色金屬鑄件時,只要鑄件材料的熔點不太高,一般首選金屬鑄造。

熔模鑄造
最大的優勢 投資鑄造 是因為熔模鑄件具有較高的尺寸精度和表面光潔度,因此可以減少加工工作量,但對要求較高的零件留有少許加工餘量。 可見,採用熔模鑄造法可以節省大量的機床設備和加工工時,大大節省金屬原材料。
消失模鑄造
消失模鑄造 是將與鑄件尺寸和形狀相似的石蠟或泡沫模型組合成模型簇。 耐火塗料塗刷乾燥後,埋入乾燥的石英砂中進行振動造型,並在負壓下澆注使模型氣化。 ,液態金屬佔據模型位置,凝固冷卻後形成新的鑄造方法。

壓鑄
壓鑄是一種金屬鑄造工藝,其特點是利用模具的型腔對熔融金屬施加高壓。 模具通常由更高強度的合金製成,這個過程有點類似於注塑成型。 大多數壓鑄件不含鐵,如鋅、銅、鋁、鎂、鉛、錫和鉛錫合金及其合金。 明和一直是中國的頂級 壓鑄服務 自1995。
離心鑄造
離心鑄造 是一種將液態金屬注入高速旋轉的模具中,使液態金屬以離心運動充滿模具並形成鑄件的技術和方法。 由於離心運動,液態金屬能沿徑向很好地充滿鑄型,形成鑄件的自由表面; 它影響金屬的結晶過程,從而提高鑄件的機械和物理性能。

