
消失模鑄造
什麼是消失模鑄造
消失模鑄造 (也稱為 實心鑄件) 是將尺寸和形狀與鑄件相似的石蠟或泡沫模型組合成簇。 耐火塗料塗刷和乾燥後,將它們埋在乾燥的石英砂中進行振動建模。 是一種使模型氣化,液態金屬佔據模型位置,凝固冷卻形成新的鑄造方法。
由於無粘結劑乾砂在澆注過程中經常塌陷,德國的A.Wittemoser於1967年採用了所謂的“磁力澆鑄”。1971年,日本長野發明了V法(真空澆注法)。 受此啟發,如今的消失模鑄造也多處採用真空固砂。 因此,消失模鑄造技術近20年來在世界範圍內發展迅速。
消失模鑄造的優勢
1. 鑄造精度高
消失模鑄造是一種幾乎沒有餘量、成型精確的新工藝。 此工藝不需取模,無分型面,無砂芯,因此鑄件無飛邊、毛刺和脫模斜度,減少了型芯組合造成的尺寸誤差。 鑄件表面粗糙度可達Ra3.2~12.5μm; 鑄件尺寸精度可達CT7~9級; 加工餘量可達1.5~2mm,可大大降低加工成本。 與傳統砂型鑄造方法相比,可減少40%至50%的機加工時間。
2. 靈活的設計
為鑄件結構的設計提供了足夠的自由度。 組合泡沫塑料模具可鑄造高度複雜的鑄件,既適用於大型鑄件、機械化作業,也適用於小批量產品的手工拼接模型。
3、傳統鑄造無砂芯
因此,不會出現傳統砂型鑄造中因砂芯尺寸不准確或下芯位置不准確而造成的鑄件壁厚不均。
4. 清潔生產
型砂中不含化學粘合劑,泡沫塑料在低溫下對環境無害,舊砂回收率達95%以上。
5. 降低投資和生產成本
減輕鑄坯重量,加工餘量小。乾砂埋模可重複使用,工業廢料少,無毛刺,清理時間可減少80%以上,成本顯著降低。
6.應用範圍廣
它既可以鑄鐵,球墨鑄鐵,也可以同時鑄鋼,所以轉移靈活,應用廣泛。 不僅適用於中小型零件,也適用於大型鑄件,如機床、大口徑管件、大型冷模零件、大型礦山設備零件等。
7. 缺點和限制
消失模鑄造工藝與其他鑄造工藝一樣,都有其不足和局限性。 並非所有鑄件都適合使用消失模工藝生產,因此需要進行具體分析。 主要根據以下幾個因素來考慮是否使用該工藝。
- - 鑄件的批量:批量越大,經濟效益越大。
- - 鑄造材料:適用性好和適用性差的順序大致為:灰口鑄鐵-有色合金-普通碳鋼-球墨鑄鐵-低碳鋼和合金鋼; 通過必要的準備,以免造成工藝實驗,調試週期過長。
- - 鑄件尺寸:主要考慮相應設備(如振動台、砂箱)的使用範圍。
- - 鑄件結構:鑄件結構越複雜,越能體現消失模鑄造工藝的優越性和經濟效益。 對於內腔通道和夾層較窄的結構,在使用消失模工藝前需要提前進行實驗。 生產。
中國銘和鑄造成立於1995年,是消失模鑄造模具成型模具的行業標準制定單位。 明和位於世界工業之都——中國東莞。 是廣東省高新技術企業。 擁有建築面積18,000平方米的生產車間。 擁有研發、設計、鑄造、機加工、裝配、表面處理等設備。 它是東莞研發中心和技術中心。 明和鑄造現擁有6項發明專利和20項實用新型專利。 是廣東省商標企業。 公司現有員工230餘人,其中模具設計工程師36人,技術人員39人; 擁有數控加工設備和通用加工設備40台。 28台,三坐標測量機,3台反向掃描儀。 採用計算機三維設計、編程、計算機輔助加工技術,採用FM方法鑄造鋁模坯,結合明和鑄造創建特氟龍(TEFLON)表面塗層技術和子公司明和粉末塗料廠,使模具質量、精度、效率,使用壽命能滿足客戶的要求。 公司技術人員指導模具組裝、使用、試制、免費維護,並可根據客戶需求提供全套消失模鑄造技術。

我們的消失模鑄造定制流程
明和鑄造作為消失模鑄造成型模具的設計單位,生產的模具應用廣泛。 經過多年的發展和創新,明和鑄造已成為眾多消失模鑄造企業的模具供應商。消失模鑄造的定制流程可以概括如下:
- – 客戶諮詢:請聯繫我們以獲得折扣。
- – 生產計劃:我們將為您量身定制模具解決方案。
- – 計劃審查:計劃將由專家工程師嚴格審查。
- – 簽訂合同:簽訂合作協議,開始為您準備產品。
- – 模具設計:零件的 3D 設計和圖形檢查。
- – CNC加工:鋁模坯的CNC加工。
- – 組裝和測試:模具組裝、測試和測試工作符合資質標準。
- – 通過測試:測試以確保產品沒有問題。
- – 塗層處理:然後進行模具表面的塗層處理。
- – 工廠檢查:工廠檢查,以及產品包裝和交付給您。
- – 安裝調試:模具安裝調試及售後服務交接工作。
- – 模具交付:最後提供您滿意的產品。

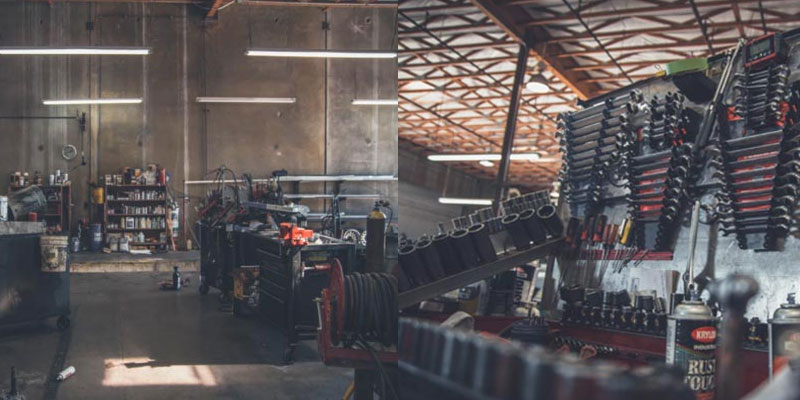
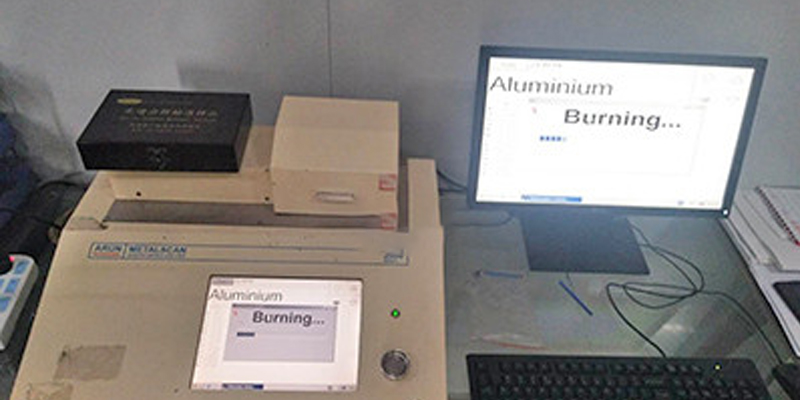
消失模鑄造的不同類型生產場景
銘禾始終堅持客戶的要求和公司的服務標準。 在模具設計、模具裝配、模具調試、模具試制、鑄造工藝等任何一個環節,都有專職工程師為您保駕護航;

| 消失模鑄造生產場景1 ▶ |

| 消失模鑄造生產場景2 ▶ |

| 消失模鑄造生產場景3 ▶ |
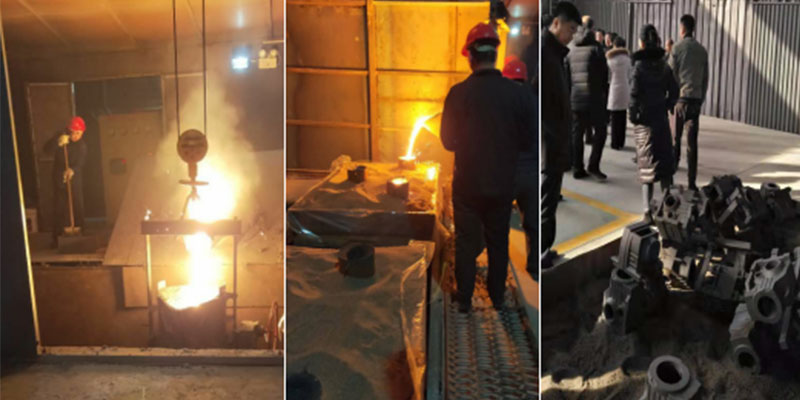
| 消失模鑄造生產場景4▶ |
| 消失模鑄造生產場景5▶ |

| 消失模鑄造生產場景6▶ |
| 消失模鑄造生產場景7 ▶ |

| 消失模鑄造生產場景8▶ |

| 消失模鑄造生產場景9 ▶ |

| 消失模鑄造生產場景10▶ |

| 消失模鑄造生產場景11 ▶ |

| 消失模鑄造生產場景12▶ |
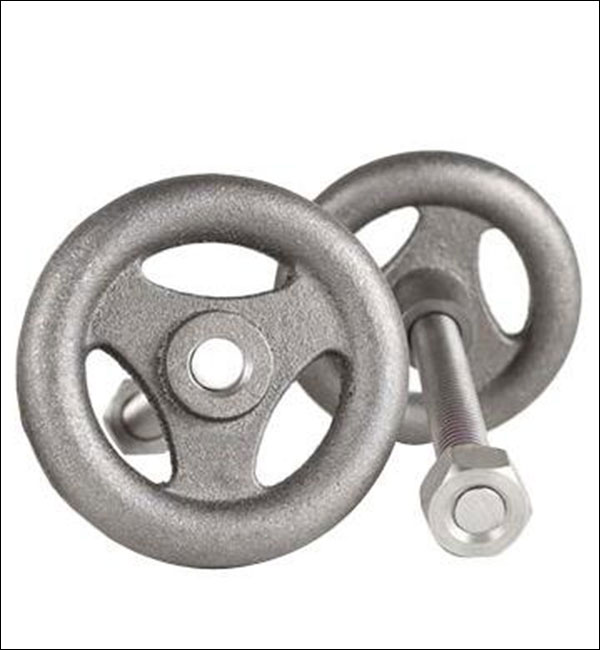
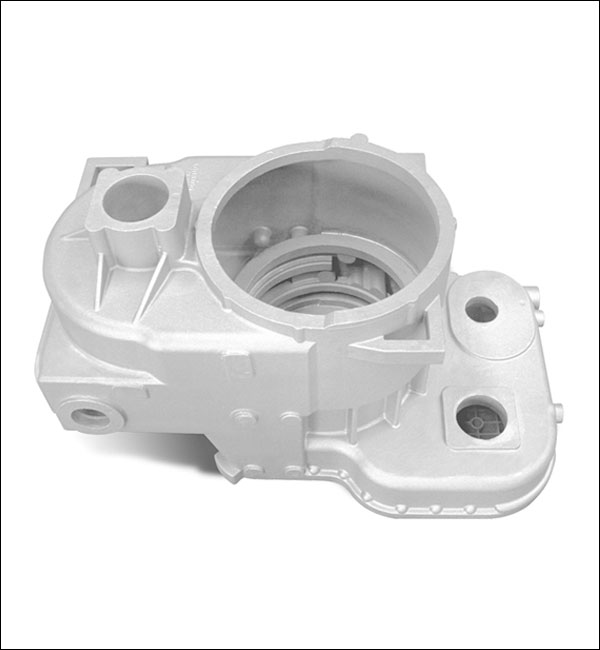
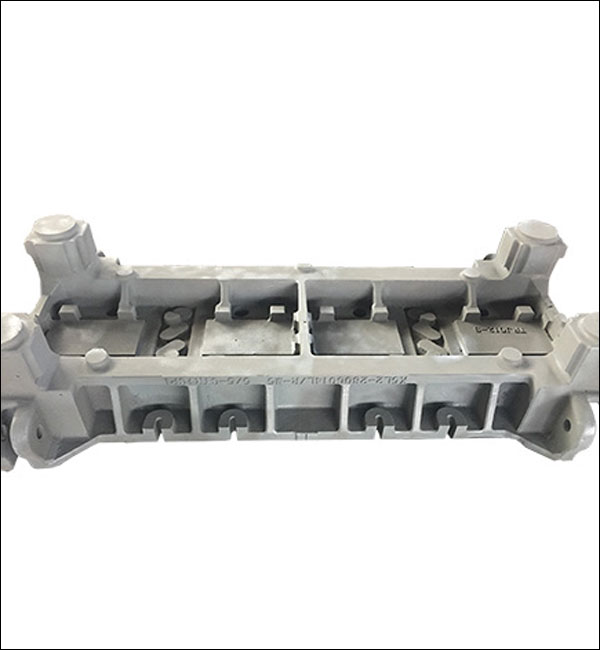
消失模鑄造的明和案例
Minghe Casting 製造服務可用於壓鑄件、砂型鑄造件、精密鑄造件、金屬鑄造件、消失模鑄造件等的設計到現實以及小批量到大批量生產。









選擇最好的消失模鑄造供應商
目前,我們的消失模鑄造件遠銷美國、加拿大、澳大利亞、英國、德國、法國、南非等世界許多國家。 我們已通過 ISO9001-2015 註冊並通過 SGS 認證。
我們的定制消失模鑄造製造服務提供耐用且價格合理的鑄件,滿足您在汽車、醫療、航空航天、電子、食品、建築、安全、船舶等行業的規格。 快速發送您的詢價或提交您的圖紙以在最短的時間內獲得免費報價。聯繫我們或發送電子郵件 sales@hmminghe.com 了解我們的人員、設備和工具如何以最優惠的價格為您的消失模鑄造項目帶來最好的質量。
我們提供的鑄造服務包括:
明和鑄造服務於砂型鑄造、金屬鑄造、熔模鑄造消失模鑄造等。
砂模鑄造
砂模鑄造 是一種以砂為主要造型材料製作模具的傳統鑄造工藝。 砂型一般採用重力鑄造,有特殊要求時也可採用低壓鑄造、離心鑄造等工藝。 砂型鑄造適應性廣,小件、大件、簡單件、複雜件、單件、大批量均可使用。
永久鑄模
永久鑄模 壽命長,生產效率高,不僅尺寸精度好,表面光滑,而且強度比砂型鑄件高,澆注相同的金屬液時不易損壞。 因此,在大批量生產中小型有色金屬鑄件時,只要鑄件材料的熔點不太高,一般首選金屬鑄造。

熔模鑄造
最大的優勢 投資鑄造 是因為熔模鑄件具有較高的尺寸精度和表面光潔度,因此可以減少加工工作量,但對要求較高的零件留有少許加工餘量。 可見,採用熔模鑄造法可以節省大量的機床設備和加工工時,大大節省金屬原材料。
消失模鑄造
消失模鑄造 是將與鑄件尺寸和形狀相似的石蠟或泡沫模型組合成模型簇。 耐火塗料塗刷乾燥後,埋入乾燥的石英砂中進行振動造型,並在負壓下澆注使模型氣化。 ,液態金屬佔據模型位置,凝固冷卻後形成新的鑄造方法。

壓鑄
壓鑄是一種金屬鑄造工藝,其特點是利用模具的型腔對熔融金屬施加高壓。 模具通常由更高強度的合金製成,這個過程有點類似於注塑成型。 大多數壓鑄件不含鐵,如鋅、銅、鋁、鎂、鉛、錫和鉛錫合金及其合金。 明和一直是中國的頂級 壓鑄服務 自1995。
離心鑄造
離心鑄造 是一種將液態金屬注入高速旋轉的模具中,使液態金屬以離心運動充滿模具並形成鑄件的技術和方法。 由於離心運動,液態金屬能沿徑向很好地充滿鑄型,形成鑄件的自由表面; 它影響金屬的結晶過程,從而提高鑄件的機械和物理性能。

