
永久鑄模
什麼是永久模鑄
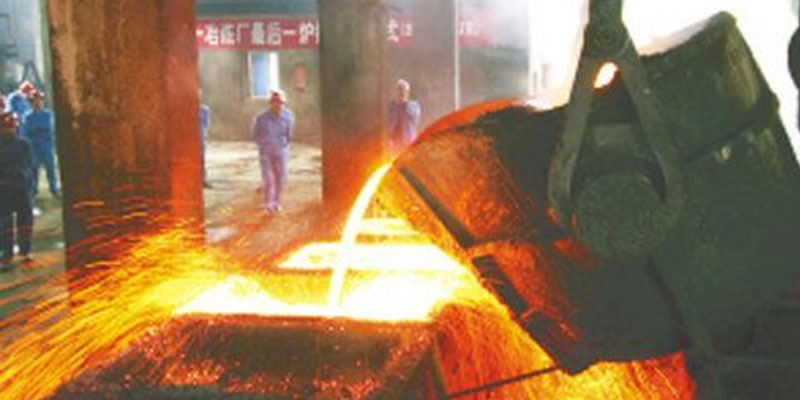
永久模具鑄造是一種金屬鑄造工藝,使用可重複使用的模具(所謂的“永久模具”,一般由金屬製成)。 使用重力填充模具是最常見的方法,稱為重力鑄造,但也有使用氣壓或真空的工藝。 還有一種重力鑄造法,稱為瀝青鑄造法,用於生產空心鑄件。 常用的鑄造金屬包括鋁、鎂和銅合金。 其他材料,如錫、鋅和鉛合金,以及鋼和鐵,也將使用石墨模具進行鑄造。
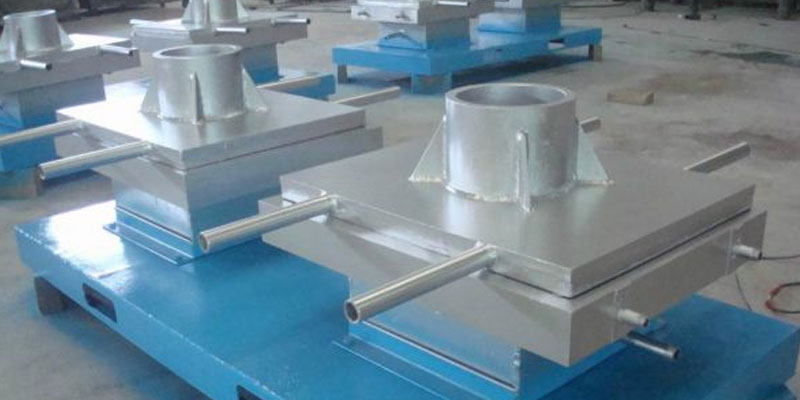
永久模具鑄造也稱為金屬型鑄造。 它是將液態金屬倒入金屬模具中以獲得鑄件的鑄造方法。 模具由金屬製成,可重複使用(數百至數千次)。 金屬模鑄造可以生產的鑄件在重量和形狀方面有一定的限制。 例如,黑色金屬只能是形狀簡單的鑄件; 鑄件的重量不能太大; 壁厚也有限,壁厚較小的鑄件無法鑄造
在需要大量生產或複制項目的各種應用中,需要永久模具鑄造工藝。 在這個過程中,模具被預熱。 此步驟可去除模具中可能存在的水分,並防止熔融金屬過快冷卻。 永久模具的預熱還可以防止在將熔融金屬引入模具時由於熱膨脹而損壞模具。 最常見的方法是利用重力將液態金屬簡單地倒入加熱的模具中。 這種方法是永久模具鑄造成本最低的方法,因為它需要的設備較少,但不適用於液態金屬可能無法到達模具所有區域的情況。 對於必須用熔融金屬填充細節的永久模具,可能需要真空或壓力來幫助引入金屬。 在壓力輔助永久模具的情況下,低壓用於迫使熔融金屬進入模具進行鑄造。 對於真空輔助永久模具鑄造,從模具中抽出空氣以形成低壓真空,將金屬吸入模具中。 在這兩種情況下,加壓都會使熔融金屬充滿小空間和小細節,否則可能會毀壞鑄件。 金屬模具鑄造工藝的另一個變化是泥漿鑄造法。 在這種方法中,將熔融金屬倒入模具中並在殼的外邊緣周圍硬化。 一旦鑄造金屬開始硬化,中心的液態金屬就會被倒出,留下一個適合裝飾和裝飾產品的空心鑄件。

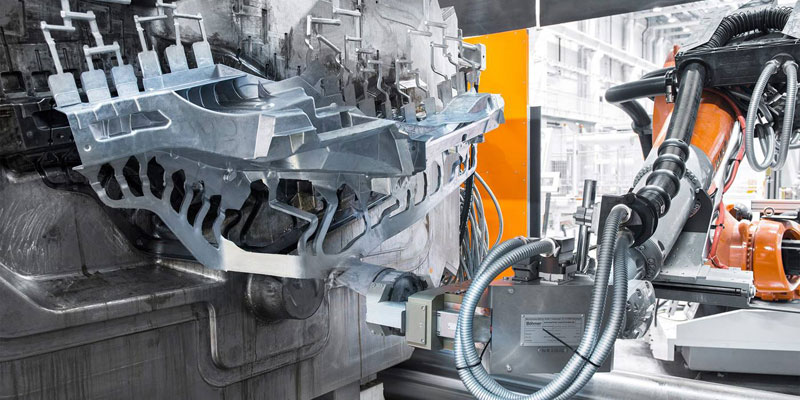
Minghe 是中國經驗豐富的永久模具鑄造服務供應商、製造商、出口商,一直專注於為優質低成本金屬零件或組件提供最佳 OEM 永久模具鑄造服務,並擁有一系列令人印象深刻的最新技術藝術鑄造機器,如齒輪、花鍵、輪輞、變速箱、管件、燃油噴射系統外殼和汽車發動機活塞等。我們先進的鑄造設備通常使用各種材料,包括銅、黃銅、不銹鋼、碳鋼、鋁和鈦。 我們始終可以選擇合適的金屬鑄造工藝來滿足您的要求。 我們的定制永久模具鑄造服務可確保我們的客戶獲得最高質量的鑄件。 快速發送您的詢價或繪圖以獲取在線鑄造報價。
永久模鑄的優缺點
永久型鑄造與砂型鑄造的比較:在技術和經濟上有很多優勢。
- - 金屬鑄件比砂鑄件具有更高的機械性能。 對於相同的合金,其抗拉強度平均可提高25%左右,屈服強度平均可提高20%左右,耐蝕性和硬度也有明顯提高;
- - 鑄件的精度和表面光潔度高於砂型鑄件,質量和尺寸穩定;
- - 鑄件工藝成品率高,減少液態金屬消耗,一般節約15-30%;
- - 不用砂或少用砂,一般可節省80-100%的造型材料;
另外,永久模鑄生產效率高; 減少鑄造缺陷的原因; 工藝簡單,易於實現機械化、自動化。 永久模鑄雖然有很多優點,但也有缺點。 如:
- - 製造金屬模具成本高;
- - 金屬型不透氣,無後退,易造成鑄鐵澆注不足、開裂或白口等缺陷;
- - 在永久模具鑄造中,模具的工作溫度、合金的澆注溫度和速度、鑄件在模具中的停留時間以及所使用的塗層對鑄件的質量非常敏感,需要嚴格控制.
因此,在決定採用永久模鑄件時,必須綜合考慮以下因素:鑄件的形狀和重量必須合適; 必須有足夠的批次; 允許完成生產任務的最後期限。
永久模鑄件的成型特性
金屬模和砂模在性能上有顯著差異。 例如,砂模具有透氣性,而金屬模則沒有; 砂型導熱性差,金屬型導熱性好,砂型有後退,金屬型沒有。 金屬模具的這些特點決定了它在鑄件的成型過程中有著自己的規律。
型腔內氣體狀態的變化對鑄件成型的影響:填充金屬時,型腔內的氣體必須迅速排出,但金屬沒有透氣性。 只要忽視這一過程,就會對鑄件的質量產生不利影響。 .
鑄件凝固過程中的熱交換特點:熔融金屬一旦進入型腔,就將熱量傳遞給金屬壁。 液態金屬通過模具壁失去熱量,凝固和收縮,而模具壁同時獲得熱量,升高溫度並膨脹。 結果,在鑄件和模具壁之間形成了“間隙”。 在“鑄件-間隙-金屬型”系統達到相同溫度之前,鑄件可視為在“間隙”中冷卻,而金屬型壁則通過“間隙”加熱。
金屬模具阻礙收縮對鑄件的影響:金屬模具或金屬芯在鑄件凝固過程中沒有後退,阻礙了鑄件的收縮。 這是它的另一個特點
永久模鑄件的不同類型生產場景
銘禾始終堅持客戶的要求和公司的服務標準。 在模具設計、模具裝配、模具調試、模具試制、鑄造工藝等任何一個環節,都有專職工程師為您保駕護航;

| 永久模具鑄造工藝 (1)▶ |

| 永久模具鑄造工藝 (2)▶ |

| 永久模具鑄造工藝 (3)▶ |
| 永久模具鑄造工藝 (4)▶ |
| 永久模具鑄造工藝 (5)▶ |
| 永久模具鑄造工藝 (6)▶ |

| 永久模具鑄造工藝 (7) ▶ |

| 永久模具鑄造工藝 (8)▶ |
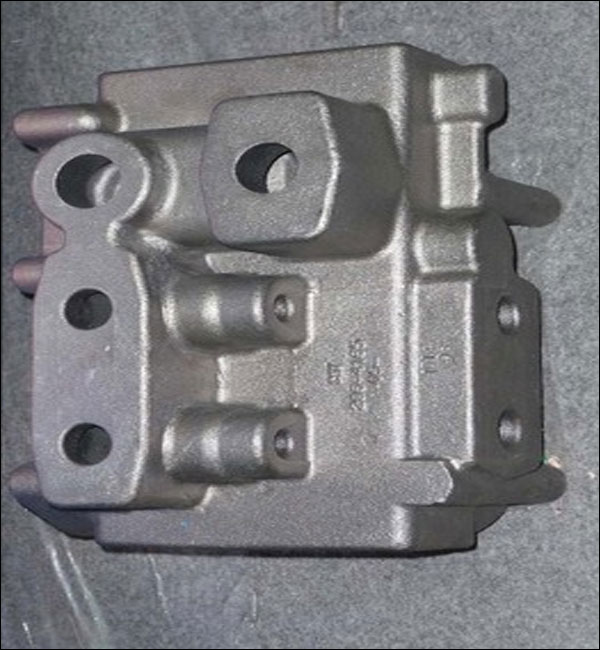
明和永久模鑄件案例
Minghe Casting 製造服務可用於壓鑄件、砂型鑄造件、精密鑄造件、金屬鑄造件、消失模鑄造件等的設計到現實以及小批量到大批量生產。







選擇最好的永久模具鑄件供應商
目前,我們的永久模鑄件出口到美國、加拿大、澳大利亞、英國、德國、法國、南非等世界許多國家。 我們已通過 ISO9001-2015 註冊並通過 SGS 認證。
我們的定制永久模具鑄造製造服務提供耐用且價格合理的鑄件,滿足您在汽車、醫療、航空航天、電子、食品、建築、安全、船舶等行業的規格。 快速發送您的詢價或提交您的圖紙以在最短的時間內獲得免費報價。聯繫我們或發送電子郵件 sales@hmminghe.com 了解我們的人員、設備和工具如何以最優惠的價格為您的永久模具鑄造項目帶來最好的質量。
我們提供的鑄造服務包括:
明和鑄造服務於砂型鑄造、金屬鑄造、熔模鑄造消失模鑄造等。
砂模鑄造
砂模鑄造 是一種以砂為主要造型材料製作模具的傳統鑄造工藝。 砂型一般採用重力鑄造,有特殊要求時也可採用低壓鑄造、離心鑄造等工藝。 砂型鑄造適應性廣,小件、大件、簡單件、複雜件、單件、大批量均可使用。
永久鑄模
永久鑄模 壽命長,生產效率高,不僅尺寸精度好,表面光滑,而且強度比砂型鑄件高,澆注相同的金屬液時不易損壞。 因此,在大批量生產中小型有色金屬鑄件時,只要鑄件材料的熔點不太高,一般首選金屬鑄造。

熔模鑄造
最大的優勢 投資鑄造 是因為熔模鑄件具有較高的尺寸精度和表面光潔度,因此可以減少加工工作量,但對要求較高的零件留有少許加工餘量。 可見,採用熔模鑄造法可以節省大量的機床設備和加工工時,大大節省金屬原材料。
消失模鑄造
消失模鑄造 是將與鑄件尺寸和形狀相似的石蠟或泡沫模型組合成模型簇。 耐火塗料塗刷乾燥後,埋入乾燥的石英砂中進行振動造型,並在負壓下澆注使模型氣化。 ,液態金屬佔據模型位置,凝固冷卻後形成新的鑄造方法。

壓鑄
壓鑄是一種金屬鑄造工藝,其特點是利用模具的型腔對熔融金屬施加高壓。 模具通常由更高強度的合金製成,這個過程有點類似於注塑成型。 大多數壓鑄件不含鐵,如鋅、銅、鋁、鎂、鉛、錫和鉛錫合金及其合金。 明和一直是中國的頂級 壓鑄服務 自1995。
離心鑄造
離心鑄造 是一種將液態金屬注入高速旋轉的模具中,使液態金屬以離心運動充滿模具並形成鑄件的技術和方法。 由於離心運動,液態金屬能沿徑向很好地充滿鑄型,形成鑄件的自由表面; 它影響金屬的結晶過程,從而提高鑄件的機械和物理性能。

低壓鑄造
低壓鑄造 是指模具一般放在密封的坩堝上方,向坩堝內通入壓縮空氣,使金屬液表面產生低壓(0.06~0.15MPa),使金屬液從立管上升到填充模具和控制凝固鑄造方法。 這種鑄造方法補料好,組織緻密,易於鑄造大型薄壁複雜鑄件,無冒口,金屬回收率達95%。 無污染,易於實現自動化。
真空鑄造
真空鑄造 是金屬在真空室中熔煉、澆注和結晶的鑄造工藝。 真空鑄造可以最大限度地減少金屬中的氣體含量,防止金屬氧化。 這種方法可以生產要求很高的特殊合金鋼鑄件和極易氧化的鈦合金鑄件。 銘禾鑄造設有真空鑄造分廠,足以解決真空鑄造的所有問題